Với sự phát triển không ngừng của công nghệ cắt Plasma, việc sử dụng máy cắt Plasma CNC trong sản xuất ngày càng thông dụng. Ưu điểm của máy là vận hành đơn giản, độ chính xác cao, hiệu quả công việc vượt bậc, và chi phí vận hành khá thấp so với các máy móc cắt cnc khác.
Tuy nhiên trong quá trình sử dụng không phải nhân viên vận hành nào cũng có thể vận hành máy trơn tru cho chất lượng đường cắt được tốt nhất. Vậy để có được đường cắt đẹp người vận hành cần phải chú ý đều gì? Trong bài viết này Sơn Vũ sẽ chia sẽ với các bạn bí quyết giúp đường cắt Plasma CNC đẹp hơn.
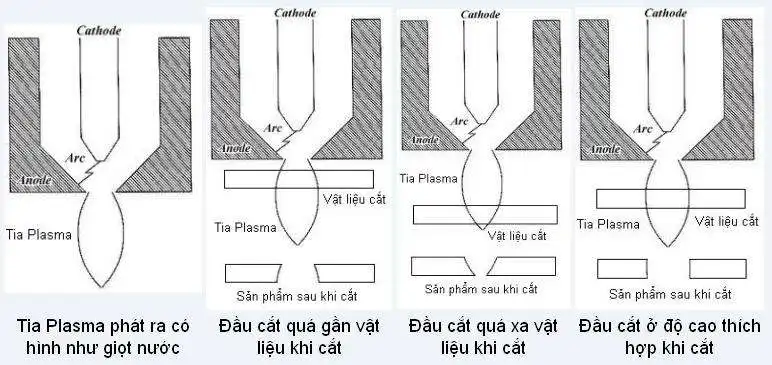
Điều chỉnh vị trí đầu cắt thích hợp
Bản chất của tia Palsma phát ra ban đầu là hình giọt nước, nên cách đơn giản nhất để có đường cắt tốt hơn là điều khiển đầu cắt có độ cao thích hợp với phôi. Vậy làm như thế nào để xác định được chính xác độ cao phù hợp cho đầu cắt?
Nắm rõ các thông số sau:
- Dòng cắt: Cài đặt dòng cắt trên bộ nguồn phù hợp với béc cắt
- Độ dày: Xác định chính xác độ dày vật liệu cần cắt
- Pierce Height: độ cao đánh lửa
- Cut Height: Độ cao lúc cắt
- Pierce Delay: thời gian chờ đợi tia Plasma cắt thủng phôi
- Feed Rate: Tốc độ cắt
Sau khi xác định được những thông số trên người vận hành chọn các loại béc cắt phù hợp và cài đặt các thông số như trong Cut Chart.
đường cắt sẽ không đều, ngoài ra các béc cắt sẽ rất nhanh hỏng ( do khoảng cách từ đầu cắt đến vật liệu không ổn định, có những chổ đầu cắt quá gần vật liệu, phần kim loại nóng chảy từ đường cắt sẽ văng và bám vàolàm hỏng béc cắt).
Sau khi thiết lập các thông số theo Cut chart, tiến hành cắt và quan sát sản phẩm cắt ra để tinh chỉnh độ cao đầu cắt nếu cần thiết (chỉnh điện áp trên bộ THC).
Tham khảo máy cắt Plasma CNC: Tại Đây
Chọn chiều cắt và bộ phân phối khí
Các loại khí cho máy cắt plasma CNC khá đa dạng, chúng có đặc điểm là thổi ra từ đầu cắt có hình dạng là xoắn ốc từ trái qua phải, do đó phần phía bên phải đường cắt sẽ ít bị nghiêng hơn so với đường cắt ở phía bên trái, đây là một trong những yếu tố mà không phải ai cũng để ý.
Bộ phân phối khí rất quan trọng vì nó tạo ra dòng xoáy của khí và giữ nó ở trung tâm đầu điện cực và vòi phun. Hồ quang plasma có nguồn gốc từ 2 nguyên tố (hafnium hoặc vonfram) được đưa vào trung tâm của đầu điện cực. Điện cực Hafnium được sử dụng để cắt bằng khí oxy hoặc plasma, điện cực vonfram thì được sử dụng để cắt trong môi trường không oxy hóa, ví dụ cắt bằng khí nitơ plasma.

Sử dụng dòng khí hỗ trợ
Khí nén, oxy, nitơ và hỗn hợp khí argon/hydro là những loại khí được sử dụng phổ biến nhất khi cắt plasma. Sự kết hợp của các loại khí này có thể được sử dụng làm khí cắt plasma hoặc khí hỗ trợ để cắt các loại vật liệu.
Khí nén là loại khí được sử dụng phổ biến nhất có thể được sử dụng làm khí cắt plasma và khí hỗ trợ. Nó hoạt động tương đối tốt cho hầu hết các ứng dụng cắt có độ dày vật liệu nhỏ hơn 2,54cm. Nói chung, khí nén hợp với các ứng dụng cắt dòng điện thấp trong đó độ dày vật liệu dao động từ 1.27cm. Bề mặt cắt bị oxy hóa tương tự như như việc cắt bằng oxy.
Căt oxy được sử dụng để cắt thép carbon trong khoảng 6,985cm vì nó tạo ra các vết cắt chất lượng cao với vật liệu dày. Thỉnh thoảng oxy được sử dụng làm khí plasma để cắt nhôm và thép không gỉ nhưng vết cắt sẽ bị thô.
Theo dõi các tin tức mới nhất về máy cắt Plasma CNC: Tại Đây
Trên đây là 3 mẹo nhỏ có thể giúp các nhân viện vận hành máy cắt Plasma CNC cả thiện chất lượng đường cắt, liên hệ ngay với Sơn Vũ để được chia sẽ các mẹo vận hành khác.